Центробежное литье в Бобруйске


Центробежное литье - формирование отливок при помощи центробежной силы. Заливание металла производится во вращающиеся изложницы или кокили. Процесс относится к литейным и все основные операции выполняются при использовании специальных, универсальных или общего назначения машин.
Технология центробежного литья
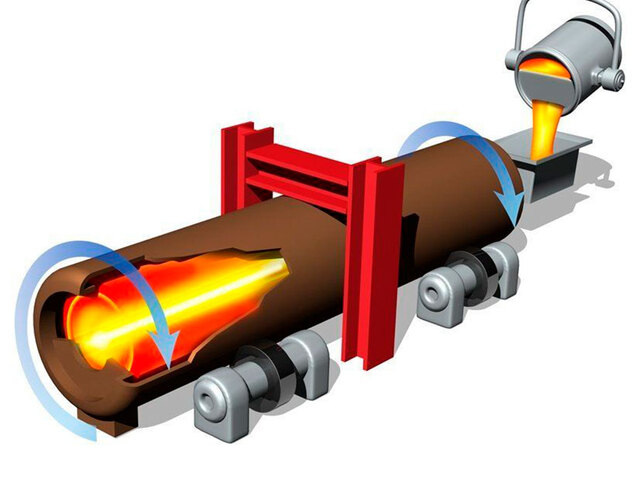
Оборудование для центробежного литья может иметь различные оси вращения. Чаще применяется горизонтальная ось.
Изложница разогревается и через специальный заливочный желоб в нее производится заливка расплава металла. За счет вращения формы происходит равномерное растекание по внутренней поверхности. Во время производственного процесса под воздействием центрифуги (300 до 3000 об / мин) образуется пустотелый цилиндр. После полного остывания и отвердевания расплава готовая деталь извлекается из формы.
Особенности
Все технологические процессы литья с использованием центрифуги проходят равномерно, что обеспечивает высокое качество продукции и отсутствие брака. Кроме этого:
- Двухстороннее охлаждение в форме;
- В последнюю очередь застывает поверхность отливки свободная от формы;
- Изначально происходит формирование внешних стенок детали;
- Устраняется необходимость применения стержней - под воздействием центрифуги металл не стекает в центр;
- Излишки скапливаются внутри заготовки и удаляются ручным способом;
- В одной форме изготавливаются стенки различной толщины. Все зависит от скорости вращения.
Преимущества и недостатки
Технология центробежного литья имеет множество плюсов перед обычном способом:
- Срок изготовления заготовок сокращен в 3 раза;
- После отливки детали не требуют сушки;
- Нет необходимости изготовления сердцевины для стержней;
- Отливки получаются без различного типа раковин с хорошими физическими свойствами - высокая плотность;
- Использование центрифуги способствует очищению расплава от неметаллических включений - рафинирование;
- Меньший расход металла в следствии отсутствия литниковой системы;
- Автоматизированный процесс изготовления сводит к минимуму влияние человеческого фактора.
К минусам можно отнести неточность размеров отливки свободной от формы.
Применение ротационного литья
Метод центробежного литья получил широкое применение при изготовлении:
- Втулок и венцов червячных колес;
- Канализационных и водопроводных труб;
- Гильзы цилиндров, маховики и др.
| Толщина | Черная сталь | Нержавеющая сталь | Алюминий |
| 5 мм. | по запросу | по запросу | по запросу |
| 10 мм. | по запросу | по запросу | по запросу |
| 20 мм. | по запросу | по запросу | по запросу |
| 40 мм. | по запросу | по запросу | по запросу |
Станки и оборудование
| Станок токарно-карусельный двухстоечный Schies |
| Станок токарно-карусельный двухстоечный 1525 Ф-1 |